
Six Sigma on laadunparannusmenetelmä, jolla todistetusti tulee tuloksia. Six Sigmasta on ilmestynyt SFS ISO -standardi 13053 1-2. Noudattamalla tässä standardissa esitettyä loogista sarjaa (DMAIC -askelia) kaiken kokoiset yritykset ovat ratkaisseet merkittäviä ongelmia ja säästäneet miljardeja euroja 20 vuoden ajan.
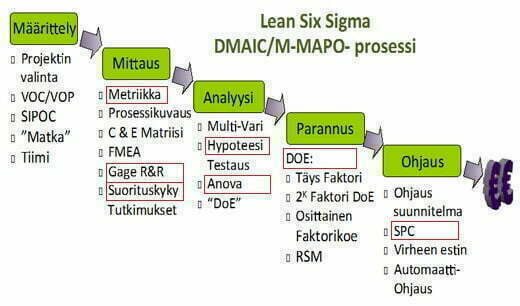
Monet ammattilaiset tuntuvat pelkäävän Six Sigmaan liittyvää statistiikkaa – laskentaa, matematiikkaa – syyttä. Vaikka data näyttelee kriittistä roolia laadun parantamisessa, ei analyysejä ole suurimmalta osalta vaikea tehdä ja ymmärtää. Sinun ei tarvitse olla tilastollisissa analyyseissä haka tai edes tuntea niitä entuudestaan! Kaikki on nyt tehty helpoksi ja ymmärrettäväksi ”kuvien, graaffien” avulla.
Pieni johdatus keskeisimpiin analyyseihin voisi kuitenkin olla paikallaan. Esittelen tässä kymmenen työkalua ja kuvaa, joita Six Sigma -projekteissa usein käytetään ja selitän lyhyesti, mitä niillä tehdään ja miksi ne ovat tärkeitä. Laskennan tekee Minitab ja muuttaa numerot kuviksi!
1. Pareto-kaavio eli 20/80-periaate
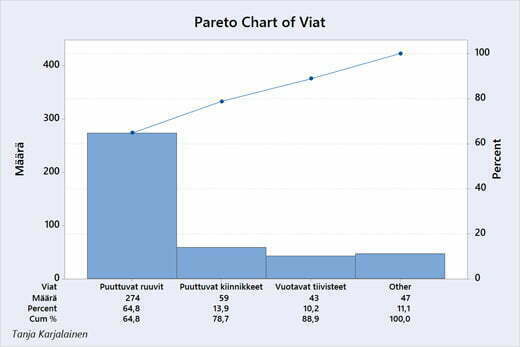
Pareto-periaate sanoo, että noin 80 % ulostulosta saa aikaa 20 % tekijöistä. Tämä todennäköisesti pätee myös vaatekaappiisi – ehkä käytät 20 % vaatteistasi 80 % ajasta. Pareto-kaavio on erityinen pylväsdiagrammi, jolla erotellaan muutamat harvat syyt (critical few) kaikista (trivial many), jotta voidaan keskittyä niihin syihin, tekijöihin, jotka ovat tärkeimpiä. Kysymys on asioiden priorisoinnista, tehokkaasta parantamisesta!
Esimerkiksi, jos tallennat Minitab-sarakkeeseen vikatyypit, aina kun vika ilmenee, Minitab laskee ja piirtää Pareto-kaavion ja paikantaa kaikista yleisimmät viat, jotta voit suoraan kohdistaa parannustoimenpiteet kaikista yleisimpään ongelmaan. Pareto-kaavio auttaa tiimiä keskittymään niihin tekijöihin, vikoihin, joilla on suurin vaikutus lopputulokseen, jos ne ratkaistaan. Pareto esittää ongelmien (asioiden) suhteellisen tärkeysjärjestyksen visuaalisessa muodossa, yksinkertaisesti, nopeasti ja helposti tulkittavasti.
2. Histogrammi eli pylväsdiagrammi
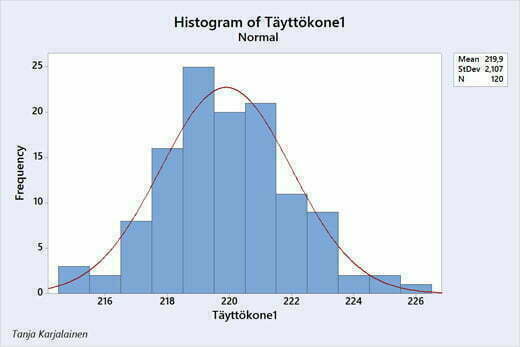
Histogrammi tarjoaa yhteenvedon numeerisesta, jatkuvasta datasta. Se kuvaa parhaiten dataa silloin kun tutkittava näyte käsittää yli 30 havaintoa. Histogrammi on graafinen esitys, joka esittää tarkasteltavan muuttujan havaittujen arvojen jakautumista luokkajakomuodossa suorakaiteen muotoisten pinta-alojen avulla.
Histogrammilla voit nopeasti tunnistaa datan muodon – jakauman sekä datan keskittymisen ja hajonnan, sigman. Histogrammista näet, mihin suurin osa datasta osuu, kuinka leveä jakauma on, mitkä ovat minimi- ja maksimiarvot, mikä on keskiarvo. Histogrammista nähdään myös, onko data kellokäyrän muotoinen vai ei. Kellokäyrää kutsutaan myös normaalisti jakautuneeksi. Histogrammista on helppo tunnistaa myös erityissyitä (kellokäyrästä voimakkaasti poikkeavasta), poikkeavia datapisteitä, jotka saattavat vaatia lisää tutkimuksia ja ovat erityissyistä johtuneita.
3. Gage R&R – Mittauksen täsmällisyyden (virheen) määritys
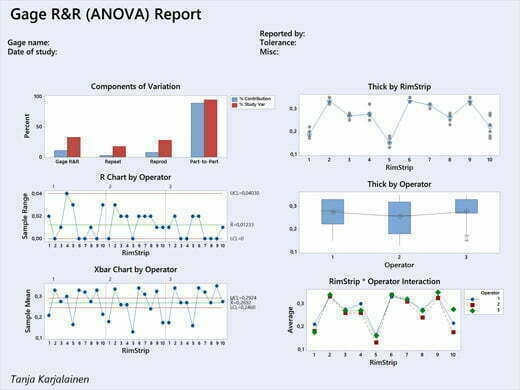
Punnitsisitko itseäsi käyttämällä epäluotettavaa vaakaa? Käyttäisitkö kelloa, joka ei pysy ajassa? Mittaus toimii prosessin palautelenkin (feedback) erittäin kriittisenä osana, joka väärin toimiessaan huonontaa itse prosessia merkittävästi. Usein uskotaan, että mittaus, siis mittaustapahtuma ja mittari, eivät aiheuta ongelmia ja etteivät mittarit ”vaihtele” tai virhe on mitättömän pientä. Tosiasia kuitenkin on, että kaikissa mittauksissa on virhe ja kysymys on siitä, kuinka suuri virhe on. Mittausvirheen määritys ja virheen pienentäminen hyväksyttävälle tasolle on eräs haasteellisimpia kehittämiskohteita yrityksessä (ja Six Sigma -projektissa). Mittaussysteemin täytyy olla riittävä erottelemaan prosessimuutokset ja osat, jotta pystytään arvioimaan prosessin ohjausta ja kyvykkyyttä ja jotta mittaus pystyy erottelee hyvät osat huonoista.
Et voi parantaa prosessia, jota et voi riittävällä tarkkuudella ja täsmällisyydellä mitata (virhe).
4. Attribuutti Agreement analyysi – Luokitteluvirheen analyysi
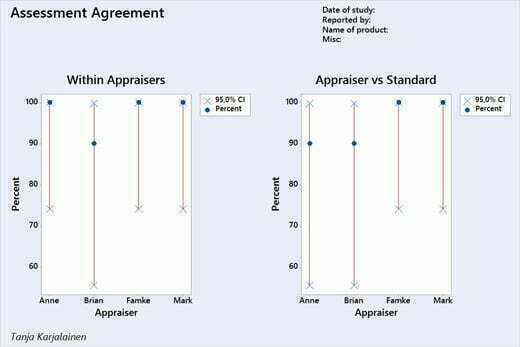
Attribuutti agreement -analyysi on toinen mittauksen analyysityökalu, jolla voit varmistaa, että voit luottaa päätöksiisi eli onko hyvät osat hyviä ja huonot huonoja vai hylkäätkö hyviä osia huonoina ja hyväksyt huonoja hyvinä. Gage R&R sopii numeerisille variaabelimittauksille ja Attribuutti agreement -analyysi on vastaava ja käyttökelpoinen luokitelluille arvioinnille, kuten hyväksytty-hylätty. Tämä työkalu paljastaa, luokittelevatko ihmiset osat/asiat samalla tavalla, kun asia/osa toistetaan ja luokittelevatko ihmiset keskenään samalla tavalla ja luokittelevatko ne samalla tavalla standardia vasten. Attribute Agreement -analyysi arvioi siis vasteen yhdenmukaisuutta arvioijan omien ja arvioiden välisiin vastauksiin sekä vertaa tulosta referenssiarvoon.
5. Prosessin kyvykkyys
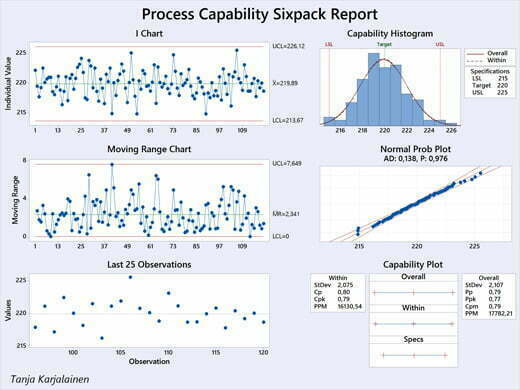
Lähes kaikissa prosesseissa on hyväksyttävä ala- tai yläraja. Tuotetut osat eivät saa olla liian isoja tai liian pieniä, odotusaika ei saa ylittää hyväksyttävää rajaa, täyttöpainojen täytyy ylittää määritetty minimi. Kyvykkyysanalyysi määrällistää, kuinka hyvin prosessi täyttää spesifikaatiot, toleranssit, määritellyt rajat ”tulevaisuudessa”. (Virheprosentti esittää samaa asiaa menneisyydessä, kuinka paljon virheitä syntyi!) Se tarjoaa myös näkökulman, kuinka huonoa prosessia pitäisi parantaa. Yleisesti puhutaan suorituskykyindekseistä kuten Cp, Cpk, Ppk, vikaa per miljoonaa mahdollisuutta kohden (DPMO) ja sigmatasosta. Six Sigma taso on Cp>2, Cpk>1,5. Useat yritykset (autoteollisuus, elektroniikka jne.)vaativat toimittajiltaan tietyn suuruisen suorituskykyindeksin esim. Cpk>1,5 ennen -tuotteiden tilaamista, jotta voivat etukäteen varmistua, että virheitä ei tule!
6. t-testit (Hypoteesitesti)

t-testejä voidaan käyttää vertailtaessa yhden näytteen keskiarvoa tavoitteeseen tai toisen näytteen keskiarvoon. Esimerkiksi jos yrityksesi myy jäätelöä 150 ml pikareissa, voit käyttää 1-sample t-testiä määrittäessäsi onko jäätelöpikareiden täyttöprosessisi keskiarvo tavoitteessa 150 ml. Määritystä käytetään esim. prosessin asetuksessa. Arvioidaksesi prosessin keskiarvoa, valitset satunnaisesti vaikkapa 15 jäätelöpikaria, punnitset ne ja käytät näytedataa estimoidaksesi prosessin keskiarvoa huomioiden satunnaisen vaihtelun. Jos näytteen luottamusväli osuu 150 ml, et säädä prosessia ja jos ei (kuten kuvassa punainen piste), säädät prosessia (lisäät annostusta). Erittäin tärkeä menettely säädettäessä prosesseja tavoitteeseen.
Jos ostat jäätelöön käytettävää makusiirappia kahdelta toimittajalta, voit määritellä onko toimittajien toimituserissä keskiarvoeroja, kun satunnainen näytevaihtelu huomioidaan. Voit käyttää 2-sample t-testiä vertaillessasi kahta toimittajaa keskenään luotettavasti huomioiden näytevirheen eli ”vedon” onnistumisen.
7. ANOVA (Varianssianalyysi)
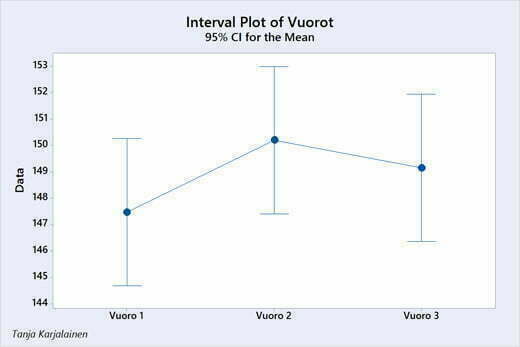
Kun t-testit vertaavat keskiarvoa tavoitteeseen nähden tai kahta keskiarvoa keskenään ANOVA mahdollistaa useamman kuin kahden keskiarvon vertailun. Voit esimerkiksi käyttää ANOVAa testatessasi, ovatko keskimääräiset tuotantomäärät kolmesta vuorosta samat. Voit myös käyttää ANOVAa analysoidessasi useamman kuin yhden muuttujan keskiarvoja. Voit esimerkiksi yhtäaikaisesti vertailla kolmen vuoron keskiarvoja kahdesta eri tuotantotehtaasta. Kuvassa kolmen vuoron luottamusvälit osuvat yhtä aikaa ”päällekkäin”, joten et voi päätellä, että vuorot eroavat tilastollisesti, vaikka 2 vuoron arvo on korkeammalla kuin 1:n ja 2:n. Helppoa, eikö vain!
8. Regressioanalyysi
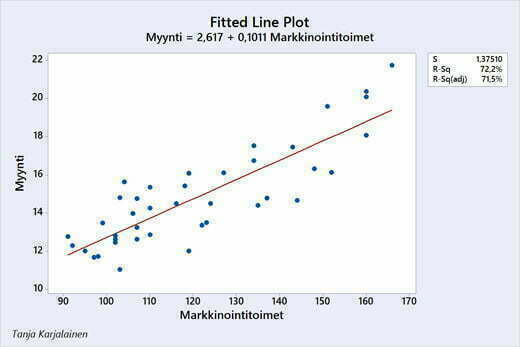
Regressioanalyysillä havaitaan, onko olemassa yhteyttä ulostulon ja yhden tai useamman sisäänmenomuuttujan (tekijän) välillä. Voit esimerkiksi määrittää, onko olemassa yhteyttä yrityksen markkinointitoimenpiteiden (panostusten, tarjousten määrän, myyjien) ja myyntitulojen välillä. Jos muuttujien välillä on yhteys/suhde, voit käyttää regressioyhtälöä kuvatessasi suhdetta ja ennustaessasi ulostuloa annetuilla tekijätasoilla. Tätä yhtälöä (mallia) y= f(x) kutsutaan Six Sigma -yhtälöksi! Yhtälö on esitetty kuvan yläosassa: Myynti = 2,617 + 0,1,11 * Markkinointitoimet.
9. Koesuunnittelu, DOE, Design of Experiment
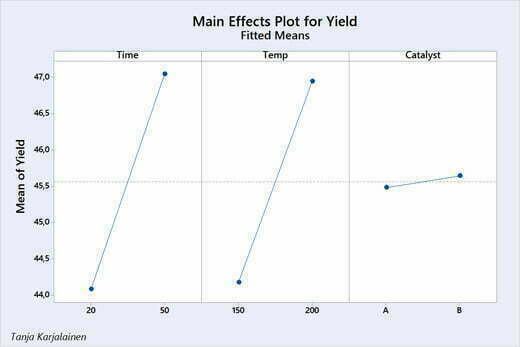
Kun regressioanalyysiä ja varianssianalyysiä käytetään yleensä olemassa olevalle datalle, koesuunnittelu tarjoaa tehokkaan datankeräysstrategian, jossa useita muuttujia muutetaan samanaikaisesti tietyn suunnitelman mukaisesti tunnistaaksemme, onko tekijöiden (input) ja ulostulon (output) välillä yhteys/suhde. Tulosten perusteella Minitab luo mallin eli multiregressioyhtälön tai yhtälöt.
Koesuunnittelussa muutetaan tarkoituksellisesti tekijöitä suunniteltujen koesarjojen avulla määrittääksemme muutoksen vaikutuksen ulostuloon. Koesuunnittelu mahdollistaa monen tekijän tutkimisen yhtäaikaisesti ja sillä pystytään tutkimaan myös tekijöiden yhdysvaikutuksia (keskinäisvaikutuksia). Kun olet kerännyt datan ja tunnistanut tekijöiden tärkeyden ulostulon suhteen, voit luoda monimuuttuja yhtälön eli Six Sigma -yhtälön ja määritellä optimiasetukset prosessille. Koesuunnittelulla voit vaikkapa luoda ja optimoida parhaan pullareseptin tai maukkaan drinkin tuotanto- ja palveluprosesseja unohtamatta!
10. Ohjauskortit/-käyrät eli SPC (Statistical Process Control)
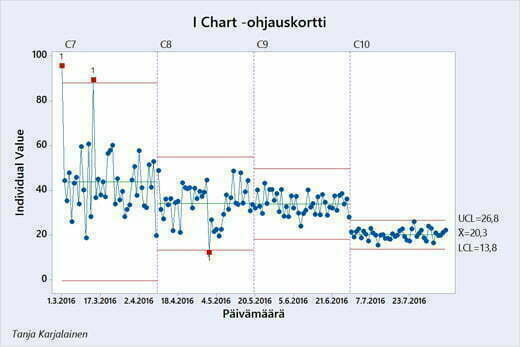
Hyvää tuote- ja palvelulaatua ennakoiva prosessi on stabiili prosessi, koska se on ennustettava. Kuitenkin kaikissa prosesseissa on luonnollista vaihtelua, huojuntaa. Ohjauskortti/-käyrä erottelee erityisistä syistä johtuvan vaihtelun hyväksyttävästä luonnollisesta vaihtelusta, jota kutsutaan myös suorituskyvyksi. Nämä käyrät kuvaavat datan ajan suhteen ja ”liputtavat” out-of-control data pisteet (erityissyyt), jotta voit havaita epänormaalia vaihtelua ja operaattori voi ja saa tehdä toimenpiteitä, jos tarpeen. Ohjauskortit (Control Chart) esittävät visuaalisesti prosessin muutokset keskiarvossa ja vaihtelussa tai myös Six Sigma -parannusprojektien tulokset. Ohjauskortit auttavat myös varmistamaan, että prosessin parannukset pysyvät yllä tulevaisuudessa.
Yhteenveto
Six Sigma -projektit tuovat merkittäviä hyötyjä liiketoiminnalle. Uusi ISO 9001:2015 vaatii myös parannuksia ja parannukseen opastaa siihen liittyvä ISO 13053. Et kuitenkaan voi saada näitä hyötyjä ja parannuksia keräämättä ja analysoimatta dataa. Datan käsittelyn avulla ymmärrät, mitä mahdollisuuksia on olemassa ja pystyt tekemään merkittäviä ja jatkuvia parannuksia tunnistamalla erityisestä syystä tapahtuvan ilmiön (signaalin) satunnaisesta vaihtelusta (kohina) luotettavasti. Tehokkaiden muutosten ja menestyneiden Six Sigma -projektien takana ovat yleensä monen alan ammattilaiset, harvoin kuitenkin tilastoammattilaiset. Yleisimmin käytettyjen Six Sigma -statistiikkojen perusymmärryksellä ja helppokäyttöisellä tilasto-ohjelmistolla pääset ”tilasto- ja matematiikkakammosta” yli. Opit ja osaat helposti analysoida dataa luotettavasti Minitabilla ja pystyt tekemään merkittäviä parannuksia omaan prosessiisi datan avulla ja näin rakentamaan tuotteiden ja palvelujen laadun prosessiin.

Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.