
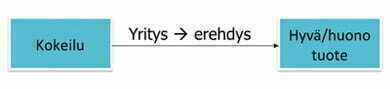
Tiedätkö, mitä eroa on kokeilulla ja koetoiminnalla? Useat henkilöt ns. kokeilevat tai asettavat jonkin tuotteen tai prosessin kokeilemalla paikalleen. Tätä ei yleensä kutsuta kokeeksi (experiment) vaan kokeiluksi (räpläämiseksi).
Kokeilussa henkilö yrittää asettaa tai saavuttaa halutun tavoitteen, vaikkapa hyvä tuote. Ongelmana on, että kokeilu perustuu yritys-erehdys -toimintaan. Yritys-erehdys -toiminnan maksimisuorituskyky virheprosenttina ilmaistuna on 6,6 – 20 %. Aika iso virheprosentti, eikö totta?! Virheprosentti riippuu ensisijassa ihmisen kyvystä muistaa ja siitä, kuinka monta ajettua kappaletta on käytettävissä (p > 5/n). Jos muistat ja ajat joka sarjassa 100 kpl, voit saavuttaa 5 %:n tason, et enempää! Yritys-erehdys-toiminta on kuin ajaisi autoa tiellä, josta vain ojat näkyy ja ajorata on peitetty.
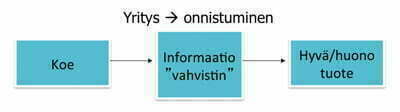
Koetoiminnassa (experiment) henkilö sen sijaan kerää informaatiota, jonka perusteella haluttu tavoite – hyvä tuote voidaan saavuttaa. Koetoiminta perustuu yritys-onnistuminen -toimintaan. Yritys-onnistumis -toiminnan tyypillinen suorituskyky on virhemäärissä ilmaistuna 1/1 000 000 – 1/1000 000 000 eli 0,000001 – 0,000000001 %. Vahvistimella voidaan saada 200 – 2000 kertainen teho. Vertaa vahvistin = silmälasit, suurennuslasi, mikroskooppi jne. Virheprosentti riippuu ensisijassa käytetystä kokeesta ja informaation käsittelykyvystä. Yritys-onnistuminen on kuin ajaisi tiellä, jossa koko tie näkyy – ei tarvitse ajaa ojaan ennen kuin ohjaus tapahtuu.
Koetoiminnan ja kokeilun ero voidaan myös ilmaista niin, että koetoiminnassa (tutkimustoiminnassa) luodaan mahdollisimman hyvä (regressio) malli, kun taas kokeilu perustuu ulostulon aikaansaamiseen (saadaan ”hyvä” osuma, onnistuminen).
Kokeet perustuvat huolelliseen suunnitteluun. Kaikki varmasti ovat tehneet näitä ns. kokeile ja erehdy kokeita. On siis tehty jotain ja katsottu, kuinka se vaikuttaa. Ihmisillä on luontainen pyrkimys ratkaista ongelma nopeasti ilman suunnitelmaa. Pitkällä tähtäimellä kuitenkin huolellinen suunnittelu johtaa aina nopeammin parempaan ratkaisuun. Nimensä mukaisesti nämä Design of Experiments -kokeet (DOE eli koesuunnittelu) perustuvat suunnitelmiin, koematriiseihin. Tämä tarkoittaa, että suunnitellaan etukäteen, kuinka prosessia ajetaan tai systeemiä muutetaan tutkimuksen aikana. Näiden suunnitelmien tai matriisien avulla suoritetaan koeajot eli kerätään informaatiota eli tietoa. Koeajojen aikana prosessin muuttujien tasoja vaihdellaan suunnitelman mukaisesti eri tasoille ja mitataan tai havainnoidaan kullakin tekijöiden ajokombinaatiolla syntynyt ulostulo. Ideana ei ole ymmärtää koedataa vaan ideana on hakea koedatan avulla ratkaisua koko tutkittavasta asiasta tai ilmiöstä.

Koesuunnittelusta käytetään myös termiä monimuuttujakokeet. Monimuuttujakokeilla saavutetaan kaksi keskeistä etua: kokeen tehokkuus on merkittävästi parempi kuin yksimuuttujakokeella ja muutettavien tekijöiden välillä voi olla keskinäisvaikutus, joka sekoittaa tulosta yksimuuttujakokeessa mutta ei monimuuttujakokeessa.
Monimuuttujakoe (koesuunnittelu, Design of Experiments) merkitsee, että löydämme sellaiset ”parametrit”, informaation, että tuloksen keskiarvo ja vaihtelu on mahdollista ennustaa. Tällöin myös suunnittelu ja teollinen valmistus mahdollistuu. Suunnitteluhan on puhdasta ennustamista! Vertaa tuotetoleranssit ja niiden merkitys yrityksille!
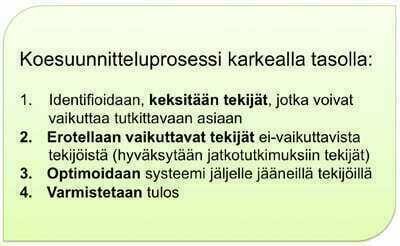
Koesuunnittelu on menetelmä, jolla tehokkaasti tutkitaan syy-seuraussuhdetta useiden prosessin muuttujien (x) ja ulostulon tai ulostulojen (Y) välillä. Koesuunnittelun ideana on löytää tärkeimmät vaihtelun lähteet ja kuvata numeerisesti vaikutus, joka näillä lähteillä on ulostuloon. Lisäksi selvitetään tekijöiden välisiä yhteis- tai keskinäisvaikutuksia.
Havainnointitutkimuksissa yleensä tarkastellaan, miten prosessin muuttujat vaikuttavat ulostuloon ja mitä tapahtuu. Havainnointitutkimuksissa voidaan selvittää vain korrelaatioita ja suhteita. Suunnitelluissa kokeissa ohjataan prosessimuuttujia, asetetaan niille arvoja ja aktiivisesti muutetaan tutkittavaa prosessia. Suunnitellut kokeet tarjoavat erittäin suuren määrän informaatiota tutkittavasta asiasta ja mahdollistavat syy-seuraussuhteen määrittämisen.
Koesuunnittelun tyyppejä on monia. Tyypillisesti kokeet jaetaan yksimuuttujakokeisiin (OFAT), haravointikokeisiin (screening), karakterisointikokeisiin (characterization) ja optimointikokeisiin (optimizing). Kuljettaessa listaa eteenpäin kokeet tuottavat yhä enemmän tehokkaampaa dataa. Ongelmana tässä on, että se tuo mukanaan suuremman ja kalliimman kokeen, vaatii enemmän näytteitä sekä monimutkaisuus lisääntyy merkittävästi. Monessa tilanteessa ns. haravointikokeet ovat riittäviä. Esimerkkeinä haravointikokeista ovat Taguchi -kokeet, Plackett & Burman -kokeet sekä osittaistekijäkokeet.
Haravointikokeet ovat tuhansia tai miljoonia kertoja tehokkaampi vaihtoehto perinteiselle yksitekijä kerrallaan muuttamistekniikalle. Esimerkiksi 11 muuttujan koe suoritettuna yksimuuttujakokeena tarvitaan 2048 testiä kun taas monimuuttujakokeena tarvitaan vain 12 testiä. Mitä enemmän muuttujia, sen tehokkaampi on monimuuttujakoe. Tehokkuus tarkoittaa, että voidaan suorittaa suuri määrä kokeita pienellä määrällä testiajoja. Toisin sanoen opitaan tutkittavasta prosessista nopeasti paljon. Haravointikokeilla saadaan selville nopeasti ja usein suhteellisen edullisesti, mitkä tekijät prosessissa vaikuttavat eniten ulostuloon. Näiden kokeiden kautta saadaan paljon uutta informaatiota prosessista, jota tutkitaan. Toisinaan taas halutaan hakea optimia toimintakohtaa prosessista ja tarvitaan monimutkaisempia optimointikokeita.

Suunnitelluilla kokeilla selvitetään vastauksia seuraaviin kysymyksiin: Mitkä ovat keskeiset tekijät, jotka prosessissa vaikuttavat ulostuloon. Mitkä ovat asetukset, joilla saadaan optimaalinen laatu, kustannus ja nopeus aikaiseksi? Kuinka saadaan kerättyä dataa, jonka avulla voidaan selvittää prosessin optimaaliset asetukset? Mitkä ovat päätekijät ja keskinäisvaikutukset prosessissa? Mitkä ovat asetukset, joilla prosessin ulostulo vaihtelee mahdollisimman vähän?
Ennen koematriisit haettiin kirjoista ja analyysit tehtiin käsin. Koematriisien ja tekijämäärien vertailu oli hankalaa sekä tulosten analysointi vaati korkeaa ja hyvää tilastollista analysointitaitoa. Tämä oli työlästä ja hidasti koesuunnittelun tehokasta käyttöä yrityksissä ja organisaatioissa. Nykyisin matriisien luominen ja analysointi on helppoa tietokoneohjelmistojen, kuten Minitab, ansiosta. Minitab tarjoaa suuren määrän erilaisia koematriiseja sekä mahdollistaa 2 – 47 tekijän tutkimisen yhtäaikaisesti. Lisäksi Minitabin sisältämillä työkaluilla voidaan helposti arvioida yksittäisen tekijän tai tekijöiden yhteisvaikutusta ulostuloon, tutkittavaan kohteeseen. Tämän lisäksi voidaan mallintaa ja hakea optimaaliset arvot tekijöille, jotta päästään haluttuun lopputulokseen.
Monien tekijöiden muuttaminen ja tuloksen analysointi ilman suunnitelmaa ei johda yleensä parempaan. Se johtuu siitä, että tekijät ovat toisistaan riippuvia eli korreloivat keskenään ja luotettavan analyysin aikaansaaminen on mahdotonta. Koesuunnittelu tuo datan keräämiseen rationaalisen näytteenoton ja mahdollistaa tehokkaan datan analysoinnin. Matriisin avulla poistetaan keskinäisriippuvuus analysoitaessa ja suodatetaan kohinaa. Suunnitellun kokeen rakenne (esimerkiksi ortogonaalimatriisi) ja sen mukaisesti kerätty data yhdistettynä tilastollisiin työkaluihin mahdollistaa empiirisen mallin Y = f(x) luomisen. Mallin avulla kuvataan prosessin toimintaa ja voidaan ajaa sitä ennalta haluttuun suuntaan.
Koesuunnittelumenetelmät ovat erittäin tehokkaita tuotteiden, palveluiden ja prosessien kehittämisessä. Yli 90 % kaikista laadun ja tuottavuuden kehitystuloksista on syntynyt koemenetelmien tuloksena. Käyttöalue on erittäin laaja markkinoinnista ja sisäisistä palveluprosesseista raskaisiin koneisiin ja prosesseihin sekä näiden säätöön. Kokonaisuuden tutkimisella yhtäaikaisesti ja tämän pohjalta luotujen luotettavien mallien ansiosta suunnitelluilla kokeilla (DOE) saavutetaan merkittäviä tuottoja. Jo pienen mittakaavan kokeissa yksittäisillä kokeilla saavutetaan yleensä kymmenien tuhansien eurojen tuotot, eikä miljoonien eurojen tuototkaan ole harvinaisia teollisessa toiminnassa Suomessa.

Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.