
Keskustelu viekö Lean tai Six Sigma -menetelmä eteenpäin yritystoimintaa on jatkuvan väittelyn kohde. ”Koulukunnat” pyrkivät todistamaan oman kantansa parhain päin. Objektiivinen asioiden tarkastelu saa jäädä taka-alalle. Tämä väittely saa jopa kiihkomielistä vastakkainasettelua kirjoissa sekä keskusteluissa. Jos tavoitteena on kehittää toimintaa, on kai tärkeämpää ymmärtää objektiivisesti miksi jotkut onnistuvat ja toiset eivät soveltaessaan menetelmiä.
Esimerkkinä Factory Physics for Managers/1/ -kirjassa läksytetään Leania. Kuitenkin kirjassa todetaan mitä Toyotalla tehtiin oikein ja onnistuttiin. Tässä on mielestäni ristiriita. Kirjan mukaan Toyotalla onnistumiseen on karkeasti kolme syytä.
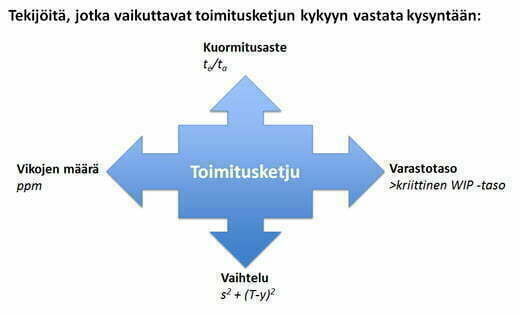
- Laatu on tärkeä. Vikoja ei saa päästää työpisteeseen, ne tulee estää keinolla millä hyvänsä.
- Keskeneräistä työtä (WIP, work in process) tulee olla riittävästi mutta ei liikaa.
- Kuormitusaste (käyttöaste) ei saa olla enempää kuin 80 %.
Kaikki nämä asiat mahdollistavat autojen kokoonpanon toisistaan riippuvien toimintojen välillä tuottavasti. Nämä keinot ovat osin tai kokonaan keinoja hallita vaihtelua. No onko se Leania vai ei, sitä en osaa sanoa. Lean -termi on kotoisin Amerikasta ja jo pelkästään se riittää monelle. Todennäköisesti se mitä Toyotalla tehtiin, ei ole sitä Leania mitä usein luennolla ja kirjoissa näkee ja kuulee? Toyota sai ainakin joskus tuloksia. Tulokset ovat kiistattomat.
Samaisessa kirjassa arvostellaan Six Sigmaa. Six Sigman tavoitteena on pienentää vaihtelua ja nostaa toteuman onnistumistodennäköisyyttä. Mitä vikaa siinä on? Six Sigmassa rakennetaan syyseuraussuhde prosessin outputtien ja inputtien välille./2/ Tämä on keino oppia mistä vaihtelu johtuu ja siitä seuraavat ongelmat päivittäiseen työhön ja suunnitteluun.
- Six Sigmassa tunnistetaan liiketoiminnan kannalta merkittävä parannuskohde.
- Tunnistetaan merkittävimmät vaihtelun lähteet ja ideoidaan millainen muutos inputteihin tulisi suorittaa
- Tämä muutosidea (parannus) testataan kustannustehokkaasti (DOE, design of experiments).
- Testien tulosten perusteella valitaan inputeille arvot jolla päästään parhaaseen mahdolliseen outputin tasoon ja viedään käytäntöön.
Tälläkin menetelmällä on saatu hyviä tuloksia. Joskus näkee tosin, että juuri keskeinen osa Six Sigmaa on jäänyt koulutuksista pois. Joskus keskitytään historiadatan analysoimiseen, kuin pitäisi keskittyä parannuksien ideoimiseen ja niiden testaamiseen tehokkaasti.
On toki ilmiselvää, jos parannus ei liiketoiminnan kannalta kohdistu oikeaan paikkaan tai toimenpiteet ovat toimintaolosuhteiden vastaisia, tulosta ei tule. Molemmat menetelmät tarvitsevat keinoja. Täytyy erottaa päämäärä ja lainalaisuudet, jotka johtavat parannukseen sekä keinot kuinka tämä tehdään. Onpa kysymys Leanista, Six Sigmasta jne. kaikissa näissä menetelmissä on yksi elementti: vaihtelun tunnistaminen hallinta. Toimintoon kohdistuva vaihtelu voi olla ennustettavaa tai ei-ennustettavaa.
Walter A. Shewhart kehitti teorian luokitella vaihtelu ennustettavaan ja ei-ennustettavaan./3/ Tämä luokittelu tehdään tilastollisen prosessinohjauksen (SPC, statistical process control) avulla. SPC on konsepti ja sen työkalut ovat ohjauskortit (control charts). Korttien laskeminen on helppoa, mutta ajattelu on hankalaa hyväksyä.

Vaihtelu voidaan jakaa satunnaiseen vaihteluun ja erityissyyvaihteluun. Satunnainen vaihtelu on seurausta useiden muuttujien satunnaisesta vaihtelusta ja näiden vaikutuksesta ulostuloon sekä muuttujien riippuvuussuhteiden (keskinäisvaikutuksista) vaikutuksesta ulostuloon. Erityissyyvaihtelu vastaavasti on indikaatio yksittäisen muuttujan merkittävästä muutoksesta ja sen vaikutuksesta ulostuloon. Jos reagoimme satunnaiseen vaihteluun, se kasvattaa vaihtelua ja tekee parannuksen lähes mahdottamaksi./4/ Jos taas jätämme reagoimatta erityissyyvaihteluun, vaihtelu pyrkii kasvamaan. SPC on keino:
- tunnistaa satunnaisen vaihtelun (common causes) määrä, jota tietoa voidaan käyttää operatiivisessa toiminnassa ja suunnittelussa sekä
- tunnistaa erityissyy (special cause), jota tietoa voidaan käyttää suorittaessa toimenpiteitä prosessin ennustettavuuden palauttamiseksi.
Vaihtelun ollessa satunnaista, sanotaan prosessin olevan stabiili (vakaa) ja ennustettava. Jos taas prosessissa on paljon erityissyitä, on prosessi epästabiili (epävakaa) ja ei-ennustettava.
Onpa alhaisen tuottavuuden syy joko toimintojen väärä kuormittaminen ja johtaminen, raaka-aineiden tai keskeneräisen työn puute tms., vaihtelun ymmärtämistä ei voi ohittaa olkaa kohauttamalla. Se vaikeuttaa aina toimintaa ja laskee tuotantosysteemin suorituskykyä./5/ Jos vaihtelua ei olisi, ei tulevan suunnittelussa olisi ongelmia. Jos kaikki olisi samanlaista, olisi kaikki tylsää. Vaihtelulla on sekä positiivista että negatiivisia vaikutuksia. Onhan sanonta, vaihtelu virkistää. Vaihtelun tunnistaminen ja sen luokittelu satunnaiseen ja ei-satunnaiseen vaihteluun on yksi tärkeistä tekijöistä erinomaisuuden tavoittelussa.
Onko erinomaisuuden eli korkean laadun tavoittelussa jotain pahaa? En näe että olisi. Miksi pitää hakea aina huonointa mahdollista jolla saavutetaan päämäärä, ”ajaa alarajaa vasten”. Tämä ajatus johtaa kaupankäyntiin tehdäkö toimenpiteitä vaihtelun pienentämiseksi vai ei. Pyrkivätkö ihmiset kotona esim. ruokaa valmistaessa tekemään illallisen mahdollisimman huonoksi, kuitenkin niin, että ruokailijat ovat tarpeeksi tyytyväisiä.
Erinomaisuuden ja onnistuneen muutoksen ajamisessa on tärkeää pyrkiä ymmärtämään mitä todella täytyy tehdä, eikä kopioida mitä muut tekevät tai keskittyä haukkumaan muita. Erinomaisuuden tavoittelun yksi keskeisiä päämääriä on vaihtelun ymmärtäminen ja sen tunnistaminen. Tähän soveltuu SPC. SPC on käyttökelpoinen niin tuotanto kuin palveluyrityksissä. SPC:n ja systeemin käyttämiseen vaikuttavien tekijöiden ymmärtäminen auttavat sinua ja yritystäsi kohti parempia tuloksia ja aikoja.
Lähteet:
- Pound, E. S. & Bell, J. H. & Spearman, M.L. 2014 Factory Physics for Managers: How Leaders Improve Performance in a Post-Lean Six Sigma World
- Harry, M. J. & Lawson, J.R. 1992. Six Sigma Producibility Analysis and Process Characterization. Motorola University
- Shewhart, W. A. 1939. Statistical Method from the Viewpoint of Quality Control
- Georgantzas, N. C. & Katsamakas, E. 2008. Tampering dynamics: SD-SPC insight. Human Systems Management 27. 2008. p.89-108.
- Hopp, W. J. & Spearman, M. L. 2008. Factory Physics third edition. McGraw-Hill Irwin.

Tilaa uutiskirje
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.